بیشتر کاهش عمر تجهیزات در خطوط قوطیسازی نه بهخاطر ضعف طراحی، بلکه بهدلیل خطاهای تکرارشونده در بهرهبرداری و نگهداری رخ میدهد. وقتی این خطاها بهصورت مزمن ادامه پیدا کنند، استهلاک دستگاهها بهطور جدی افزایش پیدا میکند و در بسیاری از خطوط، عمر مفید تجهیزات بهطور محسوسی کوتاهتر از انتظار اولیه میشود. در ادامه، این اشتباهات را دقیق، عملی و منطبق با واقعیت خطوط قوطیسازی و درببندی واناپرس بررسی میکنیم.
چرا «اشتباههای کوچک» بیشترین آسیب را میزنند؟
در خطوط قوطیسازی، خرابیهای بزرگ معمولاً ناگهانی نیستند. آنچه به کاهش شدید عمر دستگاهها منجر میشود، تجمع خطاهای ظاهراً کماهمیت است؛ خطاهایی که در کوتاهمدت تولید را متوقف نمیکنند، اما بهصورت پیوسته فشار مکانیکی و تنش اضافی به تجهیزات وارد میکنند.
در خطوطی که از دستگاههای قوطیسازی و درببندی استفاده میشود، اگر تنظیمات، نگهداری و رفتار اپراتوری با منطق طراحی دستگاه هماهنگ نباشد، حتی بهترین تجهیزات هم زودتر از موعد دچار فرسایش میشوند. هدف این مقاله، شناسایی همین نقاط پنهان است.

اشتباه اول: کار کردن دائمی دستگاه خارج از محدوده طراحی
یکی از رایجترین اشتباهها در خطوط قوطیسازی، افزایش ظرفیت عملیاتی بدون توجه به محدوده طراحی دستگاه است. فشار برای بالا بردن تیراژ باعث میشود سرعت، فشار یا ریتم کاری دستگاهها از بازهای که برای آن طراحی شدهاند خارج شود.
در تجهیزات قوطیسازی واناپرس، هر دستگاه بر اساس ظرفیت مشخص و توازن مکانیکی تعریف شده است. زمانی که خط بهصورت مداوم بالاتر از این محدوده کار کند، فرسایش قطعات بهصورت تصاعدی افزایش پیدا میکند؛ حتی اگر در ظاهر، دستگاه «در حال کار» باشد.
اشتباه دوم: بیتوجهی به تنظیمات اولیه پس از تغییر سایز قوطی
تغییر سایز قوطی در خطوط قوطیسازی یک فرآیند طبیعی است، اما یکی از خطرناکترین نقاط برای عمر دستگاهها محسوب میشود. بسیاری از خطوط بعد از تغییر سایز، به تنظیمات اولیه بهعنوان یک مرحله موقت نگاه میکنند و وارد تولید میشوند.
در حالی که در دستگاههای شکلدهی بدنه، لبهزنی و درببندی، تنظیمات نادرست حتی در مقیاس میلیمتری میتواند باعث فشار نامتقارن، سایش غیرعادی و در نهایت آسیب زودهنگام شود. طراحی تجهیزات واناپرس این امکان را میدهد که تنظیمات دقیق انجام شود، اما اجرای درست آن به رفتار تیم بهرهبردار وابسته است.
اشتباه سوم: اجرای نگهداری پیشگیرانه بهصورت نمایشی
داشتن برنامه PM روی کاغذ، بهتنهایی هیچ تأثیری بر عمر دستگاهها ندارد. در بسیاری از خطوط، نگهداری پیشگیرانه بهصورت کلی، بدون تمرکز روی نقاط بحرانی اجرا میشود؛ یا بدتر از آن، فقط برای ثبت گزارش انجام میگیرد.
در خطوط قوطیسازی، نگهداری مؤثر یعنی:
شناخت قطعاتی که بیشترین تنش را تحمل میکنند و بررسی آنها قبل از بروز نشانههای واضح خرابی. دستگاههای واناپرس با دسترسی مناسب به بخشهای حساس طراحی شدهاند، اما اگر PM بهدرستی اجرا نشود، این مزیت عملاً از بین میرود.
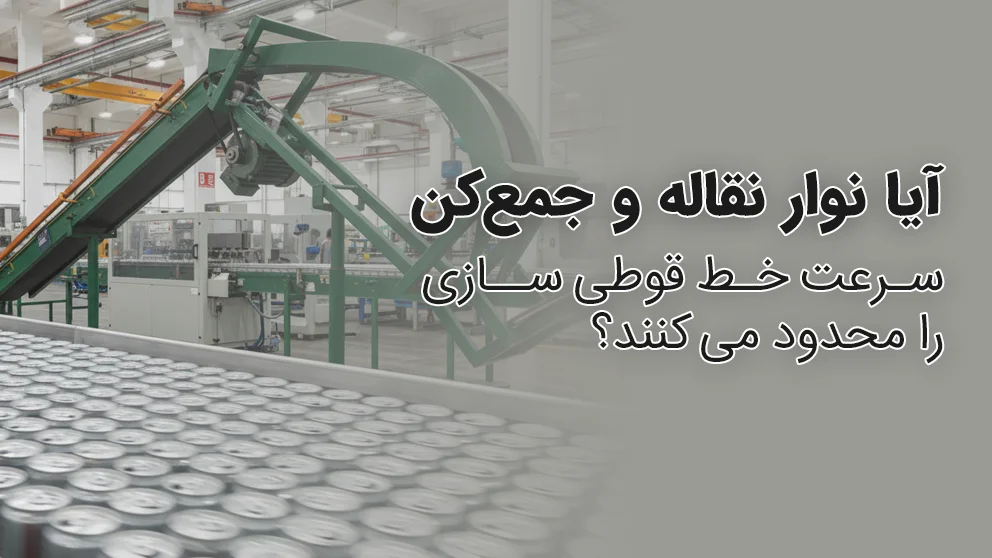
اشتباه چهارم: ناهماهنگی در انتقال قوطی بین ایستگاهها
یکی از مخربترین خطاها در خطوط قوطیسازی، بیتوجهی به انتقال نرم و همزمان قوطی بین دستگاههاست. زمانی که ریلها، نوار نقالهها یا سرعت ایستگاهها بهدرستی همخوان نباشند، فشارهای ضربهای مکرر به بدنه قوطی و اجزای مکانیکی وارد میشود. این ضربهها در کوتاهمدت شاید فقط باعث صدای اضافه یا لرزش شوند، اما در بلندمدت به شلشدن تنظیمات و افزایش سایش منجر میشوند.
در خطوط قوطیسازی واناپرس، طراحی انتقال بهگونهای انجام می شود که همزمانی ایستگاهها حفظ شود. با این حال، اگر این همزمانی در بهرهبرداری واقعی حفظ نشود، مزیت طراحی بهتدریج از بین میرود.
اشتباه پنجم: نادیده گرفتن علائم اولیه در واحدهای درببندی
درببندی قوطی یکی از حساسترین مراحل خط است. تغییرات جزئی در کیفیت درز، افزایش نیروی لازم برای بستن درب یا حتی تغییر صدای عملکرد دستگاه، همگی نشانههایی هستند که نباید نادیده گرفته شوند.
در بسیاری از خطوط، تا زمانی که نشتی یا توقف جدی رخ ندهد، این علائم جدی گرفته نمیشوند. این در حالیست که همین بیتوجهی باعث میشود واحد درببندی تحت تنش دائمی کار کند و عمر قطعات کلیدی آن بهطور محسوسی کاهش پیدا کند. در دستگاههای درببندی واناپرس، ثبات تنظیمات یک اصل طراحی است، اما حفظ آن نیازمند پایش مداوم در حین تولید است.
اشتباه ششم: تمیزکاری غیرهدفمند یا بیشازحد
برخلاف تصور رایج، تمیزکاری همیشه به معنای نگهداری بهتر نیست. استفاده از روشهای نادرست، مواد نامناسب یا تمیزکاری بیشازحد در بخشهای حساس، میتواند باعث حذف روانکارها یا آسیب به سطوح کاری شود.
در خطوط قوطیسازی، تمیزکاری باید هدفمند و متناسب با نوع دستگاه باشد. تجهیزات واناپرس بهگونهای طراحی شدهاند که دسترسی برای تمیزکاری اصولی فراهم باشد، اما اجرای نادرست این مرحله میتواند همانقدر مخرب باشد که بیتوجهی کامل.
اشتباه هفتم: سپردن تنظیمات حساس به افراد غیرمتخصص
در برخی خطوط، بهدلیل فشار تولید یا کمبود نیرو، تنظیمات حساس دستگاهها به افراد غیرمتخصص سپرده میشود. این تصمیم شاید در کوتاهمدت خط را متوقف نکند، اما اثر آن بهصورت تجمعی ظاهر میشود.
تنظیم نادرست در دستگاههای شکلدهی، لبهزنی یا درببندی، باعث توزیع نامتوازن نیرو و افزایش استهلاک میشود. یکی از مزیتهای خطوط واناپرس، سادگی منطقی تنظیمات است، اما همین سادگی اگر بدون دانش فنی استفاده شود، نتیجه معکوس خواهد داشت.
اشتباه هشتم: نبود مستندسازی واقعی از تنظیمات و تغییرات خط
در بسیاری از خطوط قوطیسازی، تنظیمات دستگاهها به تجربه افراد وابسته است، نه به مستندات فنی. وقتی تنظیمات دقیق هر سایز قوطی، تغییرات انجامشده یا اصلاحات موقت ثبت نشود، خط بهتدریج وارد چرخه آزمونوخطا میشود. این چرخه نهتنها زمان تنظیم را افزایش میدهد، بلکه باعث اعمال فشارهای تکراری و غیرضروری به تجهیزات میشود.
در خطوط قوطیسازی و درببندی در شرکت ماشین سازان واناپرس، امکان تکرارپذیری تنظیمات وجود دارد؛ اما فقط در صورتی که تغییرات بهدرستی ثبت و منتقل شوند. نبود مستندسازی، این مزیت را عملاً خنثی میکند.
اشتباه نهم: واکنشی عمل کردن به خرابیها بهجای تحلیل علت
تعمیر سریع برای راهاندازی مجدد خط، در نگاه اول تصمیم درستی به نظر میرسد. اما اگر علت اصلی خرابی بررسی نشود، همان مشکل با شدت بیشتر بازمیگردد. این رویکرد واکنشی، یکی از دلایل اصلی کاهش عمر واقعی دستگاههاست.
در خطوط حرفهای قوطیسازی، هر خرابی—even اگر کوچک باشد—باید بهعنوان یک نشانه تحلیل شود. طراحی تجهیزات واناپرس این امکان را میدهد که نقاط تنش و رفتار غیرعادی دستگاه شناسایی بشوند، اما استفاده از این قابلیت به رویکرد تیم فنی وابسته است.
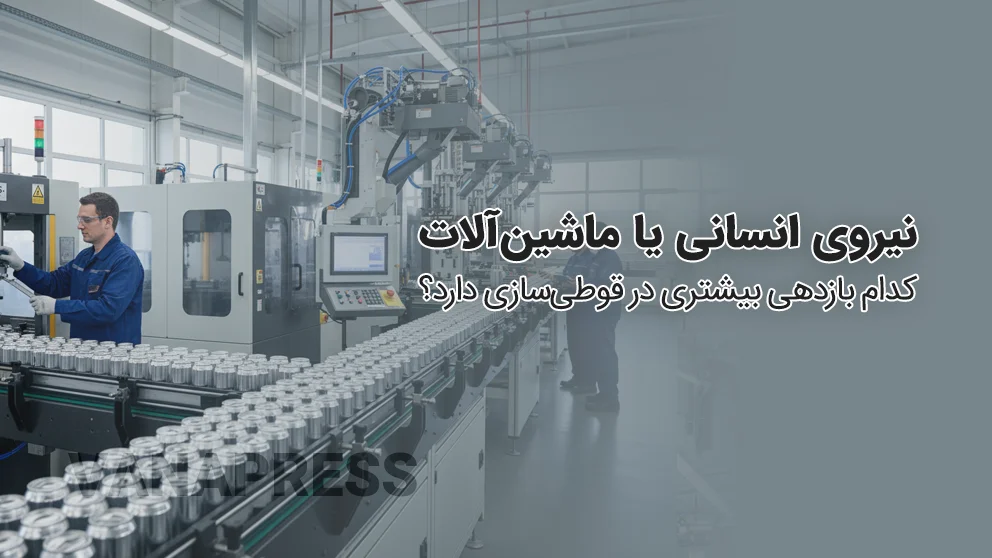
اشتباه دهم: نادیده گرفتن آموزش مستمر اپراتورها
خط قوطیسازی یک سیستم زنده است؛ با تغییر سایز، نوع محصول یا حتی شرایط محیطی، رفتار خط هم تغییر میکند. اپراتوری که فقط آموزش اولیه دیده و سالها بدون بهروزرسانی دانش کار میکند، ناخواسته به منبع استهلاک تبدیل میشود.
در خطوطی که آموزش اپراتور بهصورت مستمر انجام میشود، دستگاهها نرمتر، پایدارتر و در محدوده طراحی خود کار میکنند. این موضوع تأثیر مستقیم بر عمر تجهیزات دارد، بهخصوص در دستگاههای دقیق قوطیسازی و درببندی.
چرا این اشتباهها عمر خط قوطیسازی را بهطور جدی کاهش میدهند؟
اگر بخواهیم نتیجه را شفاف بگوییم، کاهش محسوس عمر دستگاهها معمولاً حاصل یک تصمیم اشتباه بزرگ نیست؛ بلکه نتیجه تداوم همین ده خطای بهظاهر کوچک است. وقتی این اشتباهها همزمان در یک خط وجود داشته باشند، فشار مکانیکی، استهلاک و هزینه نگهداری بهصورت تصاعدی افزایش پیدا میکند.
خطوط قوطیسازی و درببندی واناپرس بهگونهای طراحی شدهاند که در صورت بهرهبرداری صحیح، تنظیم دقیق و نگهداری اصولی، عمر مفید بالایی داشته باشند. اما حتی بهترین تجهیزات هم بدون اجرای درست، به نتیجه مطلوب نمیرسند. حذف این اشتباهها، اولین قدم برای حفظ سرمایه و پایداری تولید است.
آیا خط قوطیسازی شما دچار استهلاک پنهان شده است؟
اگر احساس میکنید عمر تجهیزات خط شما کمتر از حد انتظار است یا توقفها و تنظیمات تکراری افزایش یافته، کارشناسان واناپرس میتوانند خط تولید شما را بررسی کنند و نقاط پرریسک را شناسایی کنند.
برای دریافت مشاوره تخصصی و رایگان، روی بنر زیر کلیک کنید.