خطوط تولید درببندی، علیرغم ظاهر سادهشان، یکی از حساسترین نقاط در فرآیند بستهبندی صنعتی به شمار میروند. در بسیاری از کارخانهها، وقتی محصول نهایی به مرحله دربگذاری میرسد، مدیر تولید نفس راحتی میکشد؛ اما واقعیت این است که درببندی جایی است که ریزترین خطاها، بزرگترین خسارتها را ایجاد میکنند.
در خطوط تولید درببندی، چالشهایی مانند نشتی درب، خرابی فرم لبه قوطی، کاهش سرعت تولید، خرابی مکرر هد درببند، ناهمترازی در قالبها و استهلاک زودهنگام قطعات، از شایعترین مشکلات هستند. این مقاله، این چالشها را دستهبندی کرده و برای هرکدام، راهحلهای فنی و کاربردی ارائه میدهد—راهحلهایی که توسط تیم فنی واناپرس در پروژههای اجرایی واقعی به اثبات رسیدهاند.
دستهبندی کلی چالشهای رایج در خطوط درببندی
۱. ایرادات در خود فرآیند درببندی
۲. مشکلات مربوط به دستگاه درببند
۳. چالشهای مربوط به مواد اولیه یا طراحی قوطی
۴. مشکلات هماهنگی بین خطوط تولید پیشین و پسین
۵. خطاهای ناشی از اپراتور یا تنظیمات نادرست
در بخشهای بعدی، به تفکیک این چالشها را بررسی میکنیم و برای هر مورد، راهحلهای فنی، نگهداری و تجهیزات پیشنهادی ارائه میدهیم.
چالش اول: نشتی درب قوطی – دشمن خاموش کیفیت و اعتبار برند
نشتی در محل درب قوطی، شاید شایعترین اما در عین حال پنهانترین ایرادیه که میتونه خط تولید رو زیر سؤال ببره.
ممکنه در ظاهر، قوطی کاملاً بسته شده باشه، اما چند روز بعد از انبار یا حملونقل، محتوا شروع به نشت کنه—و این یعنی بازگشت محصول، آسیب به بستهبندی، و بدتر از همه: از دست رفتن اعتماد مشتری.
علتیابی فنی مشکل نشتی:
۱. فشار نادرست هد درببند
اگر فشار بیش از حد باشه، لبه درب ممکنه ترک برداره؛ اگر کم باشه، اتصال بین درب و قوطی شل میمونه. تنظیم دقیق فشار هد کرلر، یکی از حیاتیترین اقداماتیه که باید در ابتدای هر شیفت انجام بشه.
۲. تراز نبودن قوطی و درب
اگر جک نگهدارنده قوطی، به درستی در راستای هد تنظیم نشده باشه، عملیات کرلینگ ناقص انجام میشه. این ناترازی میتونه به صورت میلیمتری رخ بده، ولی نتیجهاش نشتی میلیلیتریه که دردسرهای لیتری ایجاد میکنه.
۳. جنس یا فرم نامناسب درب
استفاده از دربهای کمکیفیت، یا آنهایی که بهدرستی شکلدهی نشدن (مثلاً لبههای ناهموار یا برشهای غیراستاندارد)، فرآیند درببندی رو با اختلال مواجه میکنه.
۴. فرسودگی تیغههای هد
تیغههایی که چند ده هزار بار عملیات کرلینگ رو انجام دادن، ممکنه بدون اینکه شکستگی واضحی داشته باشن، قدرت فرمدهی خودشون رو از دست داده باشن.
۵. سرعت بیش از حد دستگاه
وقتی اپراتور یا خط تولید، دستگاه درببند رو با سرعتی بیش از حد مجاز تنظیم میکنه، عملیات کرلینگ ممکنه ناقص یا غیردقیق انجام بشه.
راهحلهای پیشنهادی واناپرس برای مشکل نشتی:
- استفاده از دستگاههای درببند مجهز به سیستم تنظیم فشار دیجیتال یا دستی دقیق
- طراحی جکهای قوطی با قابلیت رگلاژ ارتفاع و زاویه در مدلهای جدید
- ارائه قالبهای سفارشی با تلورانس پایینتر برای دربهای خاص
- طراحی سیستم هشداردهنده سایش تیغه در مدلهای صنعتی
- پیشنهاد راهاندازی تست نشتی دورهای با دستگاههای خلأ یا فشار داخلی
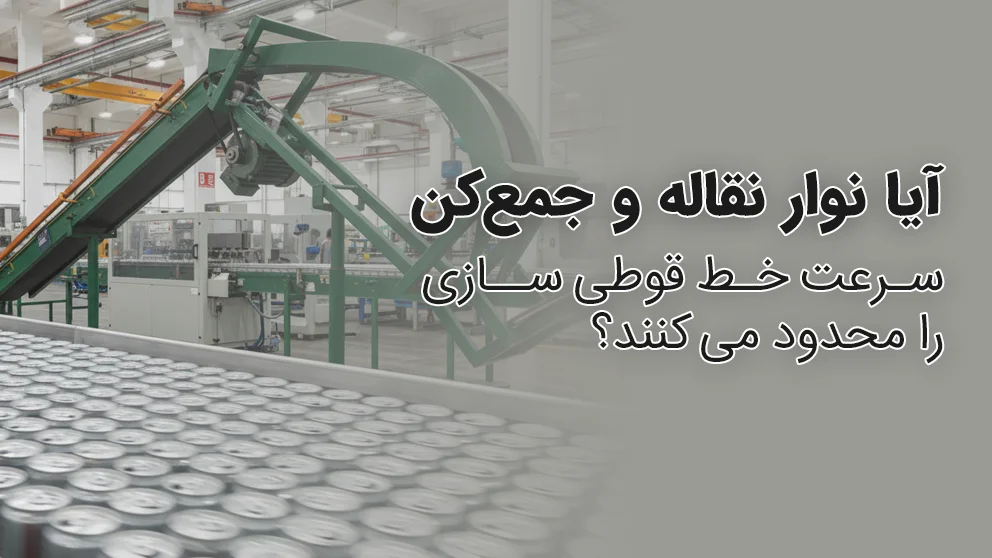
چالش دوم: کاهش سرعت خط تولید در مرحله درببندی – وقتی گلوگاه، بازدهی را قفل میکند
در خیلی از خطوط بستهبندی، ایستگاه درببندی بهعنوان یک «بخش نهایی» در نظر گرفته میشه، اما در عمل، دقیقاً همین نقطهست که میتونه بزرگترین مانع افزایش تیراژ تولیدی باشه.
وقتی سرعت پرکن، انتقال قوطی، یا حتی نوار نقاله چندین برابر درببند عمل میکنه، قوطیها صف میکشن، محصول عقب میمونه، و هزینه خواب خط تولید بالا میره. این یعنی بازده پایین و بهرهوری صفر.
چرا سرعت درببند کاهش پیدا میکنه؟
۱. تنظیمات نادرست زمانبندی (Timing)
در درببندهای نیمهاتومات و اتومات، همخوانی بین حرکت قوطی، قرارگیری در محل دقیق، و عملکرد هد کرلینگ نیاز به تنظیم دقیق داره. کوچکترین بینظمی در این ریتم باعث تاخیرهای تکرارشونده میشه.
۲. خرابی یا کالیبر نبودن سنسورها
در دستگاههای تماماتومات، سنسورهای حضور قوطی، درب و موقعیت مکانی هد، وظیفه هماهنگی عملیات رو دارن. خرابی یا آلودگی سنسورها باعث توقف یا تاخیر ناگهانی میشه.
۳. اصطحکاک یا خرابی در مسیر انتقال
گاهی نوار نقاله یا ریل انتقال قوطیها دارای اصطحکاک یا اصطکاک بیش از حده. این باعث میشه قوطی دیر به موقعیت درببندی برسه و هد مجبور بشه منتظر بمونه.
۴. سرعت موتور نامتناسب با ظرفیت خط
موتورهای ضعیف، یا گیربکسهایی که نسبت انتقال مناسبی ندارن، توانایی حفظ ریتم بالا در شرایط تولید مداوم رو ندارن.
راهکارهای پیشنهادی واناپرس برای رفع کاهش سرعت:
- استفاده از سیستمهای سنکرونایز شده بین پرکن، انتقال و درببند
- نصب سنسورهای پیشرفته با کالیبراسیون خودکار
- پیشنهاد ارتقاء موتور و گیربکس در خطوط با تیراژ بالا
- بهینهسازی مسیر انتقال با پوششهای ضد اصطحکاک و طراحی مهندسی مجدد
چالش سوم: خرابی مکرر هد درببند و قطعات مکانیکی – توقفهای پنهان، زیانهای آشکار
هد درببند قلب عملیات پلمپ در خطوط فلزیه. اما هرقدر هم که دقیق کار کنه، اگه نتونه در برابر سایش، لرزش و فشار مداوم مقاومت کنه، فقط یک قطعهی گرانقیمت بیدوامه.
خیلی از خطوط تولیدی، در طول هفته چندین بار مجبور به توقف برای تنظیم مجدد یا تعویض بخشی از هد میشن. نتیجه؟ کاهش بهرهوری، افزایش ضایعات، و هزینههای فزاینده تعمیرات.
دلایل اصلی خرابی هد و قطعات مرتبط:
۱. استفاده مداوم بدون سرویس دورهای
هدهای کرلینگ بهمرور با افت روانکاری، ذرات فلزی و فشار زیاد، دچار خوردگی و فرسایش میشن. بدون نگهداری پیشگیرانه، استهلاک بهشکل غیرقابل بازگشتی جلو میره.
۲. مواد اولیه با کیفیت پایین
دربهایی که از قلع یا آلومینیوم ضعیف تولید شدن یا قوطیهایی با ضخامت غیراستاندارد، فشار بیشتری به هد وارد میکنن.
۳. لرزش بیش از حد دستگاه
ناهمترازی قطعات داخلی، پایههای غیراستوار، یا نصب نادرست دستگاه، منجر به لرزشهایی میشه که خرابی تدریجی ایجاد میکنن.
۴. نصب و تعویض غیرفنی قطعات
در خیلی از خطوط، بهجای استفاده از نیروی فنی آموزشدیده، اپراتورها خودشون اقدام به تعویض تیغه، شفت یا یاتاقانها میکنن. و این یعنی فاجعه در طولانیمدت.
راهکارهای پیشنهادی واناپرس:
- ارائه دفترچه سرویس تخصصی برای هر مدل دستگاه
- استفاده از هدهای با آلیاژ مقاومتر و طول عمر بالا در محصولات جدید
- طراحی ماژولهای تعویض سریع با راهنمای نصب دقیق
- پیشنهاد سرویسهای دورهای و خدمات نگهداری از راه دور (ریموت پشتیبانی)
چالش چهارم: طراحی نادرست قوطی یا درب – وقتی مشکل از خود محصول است، نه دستگاه
شاید باورت نشه، ولی درصد زیادی از مشکلات در فرآیند درببندی به خود دستگاه ارتباطی نداره. بلکه به مشخصات هندسی و متریالی قوطی یا درب فلزی مربوط میشه. طراحی ضعیف، تغییر ابعاد خارج از تلورانس استاندارد یا مواد اولیه بیکیفیت، عملکرد دقیق دستگاه درببند رو مختل میکنه.
مشکلات طراحی که فرآیند درببندی را بههم میریزه:
۱. لبههای ناهموار یا دفرمهشده در قوطی
اگر لبه قوطی کاملاً صاف نباشه، عملیات کرلینگ کامل انجام نمیشه و در نتیجه درب بهخوبی آببندی نمیشه.
۲. دربهای با ضخامت یا جنس متغیر
تولید دربهایی با ضخامت غیریکسان یا از مواد فلزی نامرغوب، باعث میشه هد دستگاه نتونه به شکل استاندارد، درب رو شکل بده.
۳. طراحی بدون درنظر گرفتن قابلیت فرمدهی
برخی قوطیها یا دربها از نظر زاویه خم، عمق شیار و شعاع لبه بهگونهای طراحی میشن که برای کرلر یا درببند اصلاً بهینه نیستن.
۴. استفاده از قوطیهای دستدوم یا بیکیفیت
در برخی خطوط با هزینه پایین، قوطیهایی استفاده میشن که قبلاً مصرف شدهن یا تولید غیراستاندارد دارن. این مسئله اغلب باعث گیر، لهشدگی یا توقف در هد دستگاه میشه.
پیشنهادهای کاربردی واناپرس:
- ارائه فایلهای استاندارد طراحی قوطی و درب بر اساس قابلیتهای ماشینآلات
- همکاری با تولیدکنندگان قوطی برای ایجاد تطابق کامل بین بستهبندی و درببند
- معرفی تامینکنندههای مورد تأیید در بخش متریال خام و درب
- ساخت قالبهای اختصاصی و سفارشی برای مشتریان با طراحی خاص
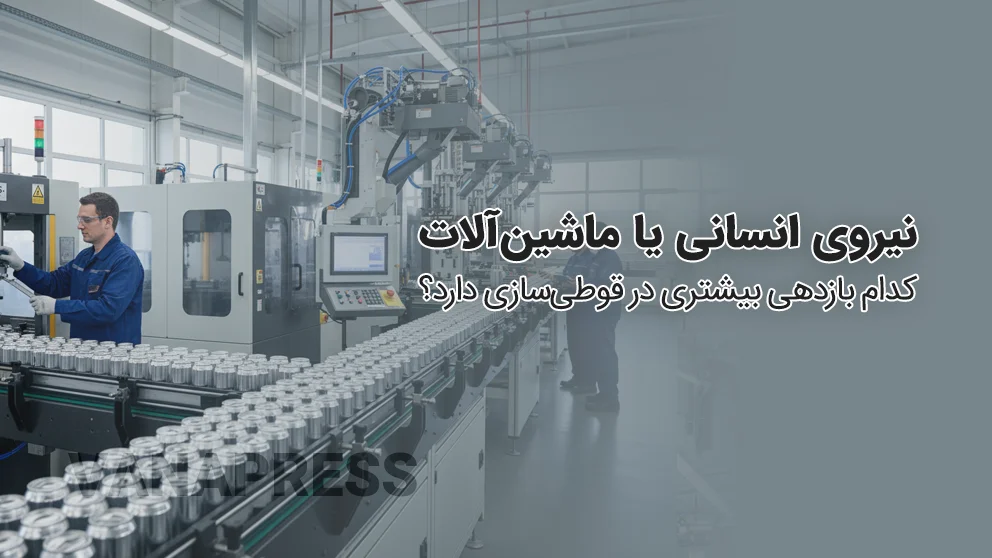
چالش پنجم: خطاهای انسانی – وقتی آموزش ندیده باشی، بهترین دستگاه هم برات کار نمیکنه
اپراتورها و تکنسینهای خط تولید، ستون فقرات یک کارخانه هستن. اما بدون آموزش درست، تجربه کافی و شناخت دقیق از تجهیزات، همین ستون فقرات میتونه باعث لرزش کل سیستم بشه. دستگاه درببندی، مخصوصاً در مدلهای نیمهاتومات، به شدت وابسته به عملکرد صحیح اپراتوره.
اشتباهات پرتکرار اپراتورها در خطوط درببندی:
۱. تنظیم نادرست فشار هد یا ارتفاع قالب
خیلی از اپراتورها بدون ابزار دقیق و فقط بر اساس “حس” یا تجربه، دستگاه رو تنظیم میکنن. نتیجه؟ نشتی، گیر، یا له شدن قوطی.
۲. استفاده از قطعات مستهلک بدون اطلاع
اپراتورهایی که به صداهای غیرعادی دستگاه بیتوجهان یا تعویض تیغهها رو عقب میاندازن، در واقع خط تولید رو با دست خودشون کند میکنن.
۳. ناآشنایی با هشدارهای دستگاه
مدلهای جدیدتر دستگاه درببند دارای نمایشگر، کد خطا یا حتی سیستم هشدار هستن. اما اگر اپراتور بلد نباشه اونها رو بخونه یا تفسیر کنه، هشدار بیفایدهست.
۴. تمیز نکردن منظم دستگاه
رسوبات روغن، فلزات ریز، گرد و غبار و باقیماندهی بستهبندی به مرور زمان باعث خرابی اجزا و افت عملکرد میشن. این مورد مستقیماً وظیفه اپراتوره.
راهکارهای حرفهای واناپرس برای کاهش خطای انسانی:
- برگزاری دورههای آموزشی رایگان برای اپراتورهای مشتریان و نمایندگان
- ارائه ویدیوهای آموزشی گامبهگام همراه با دستگاه
- استفاده از سیستم هشدار و اعلان پیشرفته در مدلهای جدید
- ارائه چکلیستهای نگهداری روزانه، هفتگی و ماهانه
- پشتیبانی تلفنی و حضوری اپراتوری در پروژههای کلان
مدیریت چالشهای خطوط درببندی، کلید افزایش راندمان و اعتماد
در این مقاله، با هم مرور کردیم که چرا حتی بهترین خطوط بستهبندی هم گاهی دچار نشتی، کندی، خرابی، و بینظمی در فرآیند دربگذاری میشن. خبر خوب اینه که بیشتر این مشکلات قابل پیشگیری هستن—به شرط اینکه با دقت شناسایی، بررسی، و با راهکارهای عملیاتی و صنعتی حل بشن.
مرور سریع ۵ چالش رایج و راهحلهای پیشنهادی:
- نشتی درب ← تنظیم فشار هد، کنترل کیفیت درب، تست نشتی دورهای
- کاهش سرعت خط تولید ← همزمانسازی اجزا، اصلاح مسیر انتقال، افزایش توان دستگاه
- خرابیهای مکرر هد و قطعات ← نگهداری پیشگیرانه، استفاده از آلیاژهای مقاوم
- مشکلات طراحی قوطی و درب ← همکاری فنی با تأمینکنندهها، طراحی استاندارد قالبها
- خطاهای انسانی اپراتور ← آموزش مستمر، سیستم هشدار، چکلیست نگهداری
آیا خط تولیدت واقعاً بهینه کار میکنه؟ با واناپرس مطمئن شو.
در واناپرس، فقط دستگاه نمیفروشیم؛ ما سیستمهای کامل حل مسئله ارائه میدیم.
از طراحی تا اجرا، از آموزش تا نگهداری، تیم ما آمادهست تا چالشهای خط تولید شما رو شناسایی و رفع کنه.
مشکل رو حل کن، نه فقط کنترل. همین امروز با ما در تماس باش.